



PCB焊盘和过孔的设计标准及工艺要求
PCB焊盘和过孔的设计标准及工艺要求
主要讲述PCB Layout中焊盘和过孔的设计标准及工艺要求,包括BGA焊盘。
一、 过孔的设置(适用于二层板,四层板和多层板)
孔的设置 过线孔:制成板的最小孔径定义取决于板厚度,板厚孔径比应小于 5–8。
- 孔径优选系列如下:
孔径 :24mil 20mil 16mil 12mil 8mil
焊盘直径: 40mil 35mil 28mil 25mil 20mil
内层热焊盘尺寸 50mil 45mil 40mil 35mil 30mil
- 板厚度与最小孔径的关系:
板厚: 3.0mm 2.5mm 2.0mm 1.6mm 1.0mm
最小孔径: 24mil 20mil 16mil 12mil 8mil
盲孔和埋孔:盲孔是连接表层和内层而不贯通整板的导通孔,埋孔是连接内层之间而在成品板表层不可见的导通孔,这两类过孔尺寸设置可参考过线孔。应用盲孔和埋孔设计时应对PCB加工流程有充分的认识,避免给PCB加工带来不必要的问题,必要时要与PCB供应商协商。 测试孔:测试孔是指用于ICT测试目的的过孔,可以兼做导通孔,原则上孔径不限,焊盘直径应不小于25mil,测试孔之间中心距不小于50mil。不推荐用元件焊接孔作为测试孔。
二、 PCB设计中格点的设置
合理的使用格点系统,能是我们在PCB设计中起到事半功倍的作用。但何谓合理呢?很多人认为格点设置的越小越好,其实不然,这里我们主要谈两个方面的问题:第一是设计不同阶段的格点选择,第二个针对布线的不同格点选择。 设计的不同阶段需要进行不同的格点设置。在布局阶段可以选用大格点进行器件布局;对于IC、非定位接插件等大器件可以选用50~100mil的格点精度进行布局,而对于阻容和电感等无源小器件选用25mil的格点进行布局。大格点的精度有利于器件对齐和布局的美观。在有BGA的设计中,如果使1.27mm的BGA,那么Fan out时我们可以设置格点精度为25mil,这样有利于fan out的过孔正好打在四个管脚的中心位置;对于1.0mm和0.8mm的BGA,我们最好使用mm单位进行布局,这样fan out的过孔可以很好的设置。对于其他IC的fanout同样建议用大格点的设计精度进行设计。我们建议fan out的格点最好是50mil,甚至更大。如果能保证每两个过孔之间可以走线是最好的。
在布线阶段的格点可以选择5mil(也不是一定的)。记住千万不要设置为1mil的布线格点,这样会使布线很繁琐,很费时间的。现在我们谈谈为什么在布线设计中推荐使用5mil(或其他的格点)的设计精度。通常确定设计格点的有两个因素:线宽的因素和线间距的因素,而为了我们在设计时精度和我们的设计相匹配,可以有如下一个简单的公式:(线宽+线间距)/5=n,这里n必须为大于1的整数。从现实设计中,线宽+线间距可以大于10。就以15为例进行说明。这样当线宽为6mil时,线间距为9mil;当线宽为7mil时,线间距为8mil。只有这样我们在设计调整时才可以用格点精度来保证设计规则的正确性。布线时的过孔格点最好也采用25mil以上。我们可以在ALLEGRO中通过大小格点的设置达到布线和过孔的格点不同。这样可以做到大过孔格点和小走线格点。当然,格点的设置还需要在实际应用中灵活把握。
三、 PCB焊盘过孔大小的设计标准
孔一般不小于0.6mm,因为小于0.6mm的孔开模冲孔时不易加工,通常情况下以金属引脚直径值加上0.2mm作为焊盘内孔直径,如电阻的金属引脚直径为0.5mm时,其焊盘内孔直径对应为0.7mm,焊盘直径取决于内
孔直径,如下表:
孔直径(mm): 0.4 0.5 0.6 0.8 1.0 1.2 1.6 2.0
焊盘直径(mm):1.5 1.5 2.0 2.0 2.5 3.0 3.5 4
对于超出上表范围的焊盘直径可用下列公式选取:
直径小于0.4mm的孔:D/d=0.5~3
直径大于2mm的孔:D/d=1.5~2
式中:(D-焊盘直径,d-内孔直径)
焊盘内孔边缘到印制板边的距离要大于1mm ,这样可以避免加工时导致焊盘缺损。
焊盘的开口:有些器件是在经过波峰焊后补焊的,但由于经过波峰焊后焊盘内孔被锡封住使器件无法插下去,解决办法是在印制板加工时对该焊盘开一小口,这样波峰焊时内孔就不会被封住,而且也不会影响正常的焊接。
焊盘补泪滴:当与焊盘连接的走线较细时,要将焊盘与走线之间的连接设计成水滴状,这样的好处是焊盘不容易起皮,而是走线与焊盘不易断开。 相邻的焊盘要避免成锐角或大面积的铜箔,成锐角会造成波峰焊困难,而且有桥接的危险大面积铜箔因散热过快会导致不易焊接。
四、 线和孔径没有对应标准。
不过线的标准是40MIL做分界,40以下4递减,40以上5递增。孔径是12-25差不多是最小的了,孔4递增,焊盘5递增。
五、BGA焊盘设计的工艺性要求
设计师们在电路组件选用BGA器件时将面对许多问题;印制板焊盘图形,制造成本,可加工性与最终产品的可靠性。组装工程师们也会面对许多棘手问题是;有些精细间距BGA器件甚至至今尚未标准化,却已经得到普遍应用。本文将阐述使用BGA器件时,与SMT组装工艺一些直接相关的主要问题(特别当球引脚阵列间距从1.27mm减小到0.4mm),这些是设计师们必须清楚知道。使用BGA封装技术取代周边引脚表贴器件,出自于为满足电路组件的组装空间与功能的要求。例如周边引脚器件QFP,引脚从器件封装实体4条周边向外伸展。这些引脚提供器件与PCB间的电路及机械的连接。BGA器件的互连是通过器件封装底部的球状引脚实现的(如图1所示)。球引脚可由共晶Pb/Sn合金或含90%Pb的高熔点材料制成。
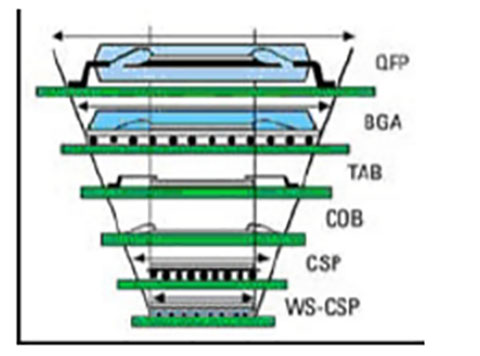
图 1 从QFP至WS-CSP封装演变,芯片与封装尺寸越来越小。
一般BGA器件的球引脚间距为1.27mm(0.050″)—1.0mm(0.040″)。小于1.0mm(0.040″) 精细间距, 0.4mm(0.016″)紧密封装器件已经应用。
这个尺寸表示封装体的尺寸已缩小到接近被封装的芯片大小。封装体与芯片的面积比为1.2:1。此项技术就是芯片级封装(CSP)或称之为精细间距BGA(FBGA)。芯片级封装的最新发展是晶圆规模的芯片级封装(WS-CSP),CSP的封装尺寸与芯片尺寸相同。 BGA封装的缺点是器件组装后无法对每个焊点进行检查,个别焊点缺陷不能进行返修。有些问题在设计阶段已经显露出来。随着封装尺寸的减少,制造过程的工艺窗口也随之缩小。周边引脚器件封装已实现标准化,而BGA球引脚间距不断缩小,现行的技术规范受到了限制,且没有完全实现标准化。尤其精细间距BGA器件,使得在PCB布局布线设计方面明显受到更多的制约。综上所述,设计师们必须保证所选用的器件封装形式能够SMT组装的工艺性要求相适应。 通常,制造商会对某些专用器件提供BGA印制板焊盘设计参数,于是设计师只能照搬使用没有完全成熟的技术。当BGA器件尺寸与间距减小,产品的成本趋于增高,这是加工与产品制造技术高成本的结果。设计师必须对制造成本,可加工性与可靠性进行巧妙处理。 为了支持BGA器件的基本物理结构,必须采用先进的PCB设计与制造技术。信号线布线原先是从器件周边走线,现应改为从器件底部下面PCB的空闲部分走线,这球引脚间距大的BGA器件并不是难题,球引脚阵列的行列间有足够的信号线布线空间。但对球引脚间距小的BGA器件,球引脚间内部信号只能使用更窄的导线布线(图2)。

图 2 板面走线的焊盘图形设计
阵列最外边行列球引脚间的空间很快被走线塞满。导线的最小线宽与间距是由电性能要求与加工能力决定,所以这种布线设计的导线数量是有限制的。为解决导线与线距问题,可以结合其他一些设计方法,其中包括狗骨通孔焊,通孔焊盘图形设计(图 3 / 图 4);
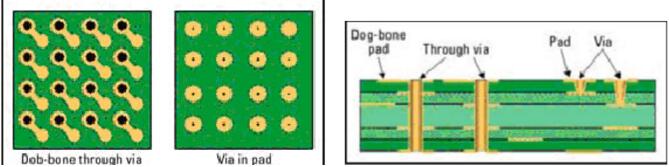
图 3 狗骨通孔,通孔焊盘图形 图 4 狗骨通孔,通孔焊盘截面图示
狗骨通孔图形的导线走向连接空孔或印制板直通孔。通孔镀复导电层,提供与内层布线连接构成通路。另一种变形的狗骨通孔图形是通孔焊盘图形,从印制板顶面与第二层或第三层钻孔相通,镀复导电层构成通路,这两种图形的连线方法使得信号直接由焊盘与内层相连接。看起来这种图形连接方法简单,却直接受到加工能力,制造成本与组装工艺等因素的制约。
上述讨论的导线与线距问题,并非所有制造商都有能力解决这些设计问题。PCB上的电学与非电特征图形的位置配准成为关键要素,包括制造工艺的可靠性。例如;阻焊膜层的对准是极其重要的,阻焊层不能超出设计要求而侵入焊盘图形,大尺寸面积PCB板的阻焊膜层对准难度增加,也驱动了制造成本的升高。表 1 概括PCB狗骨通孔/通孔焊盘图形设计的比较;
设 计 狗骨通孔 通孔焊盘
使用类型 球引脚间距≥0.75mm 球引脚间距≤0.75mm
优 点 宽间距大尺寸BGA 减少互连层数
缺 点 通孔成形加工与PCB厚度,及通孔直径/高比相关。孔激光钻孔,制造过程可靠性变化
成 本 中等,当器件尺寸小,PCB厚度增加时,成本提高。高等,小批量加工需要技术与能力
限制性 受印制板厚度,焊盘间的间距空间 限于1-2层
PCB制造 优良,图形细节可靠稳定 清晰,依赖于激光打孔与电镀工艺的精度
组装因素 返工——通孔与焊盘间的连线可靠 如通孔形装太圆,一般会增加空隙
焊接可靠性 优良,技术成熟,工艺参数控制 适宜,一些未知因素
表 1狗骨通孔/通孔焊盘设计的比较
六、印制板SMT组装工艺
PCB组装工艺直接或间接受到BGA器件,及BGA贴装随之带来印制板设计要素变化的影响。使用先进BGA器件需要采用更为复杂的组装技术。这些组装技术能经受过程优化,例如焊膏印刷模板设计必许满足焊膏转印量的一致性要求。如贴装设备的视觉系统不能胜任BGA球引脚阵列器件贴装要求,SMT组装设备需要更新升级。有关BGA器件SMT组装流程的一些特定要素,设计师能够影响的范围在表2中概括列示;
SMT组装工序 设计影响程度 设计减轻措施
焊膏印刷 直 接 制造商与组装厂间相互协调设计合理的BGA焊盘图形设计
工艺产能 直 接 尽可能选用大引脚间距的封装器件
共面性 受限制 尽可能选用大直径球引脚封装器件
检 查 受限制 尽可能选用高支承高度的封装器件
返 工 直 接 制造商与组装厂间相互协调提供合适的空间,不纳入技术条件
测 试 受限制 无
装载/传送 直 接 BGA安装位置偏离PCB边沿或高应力区
表 2 设计对BGA工艺的影响
1、焊膏模板印刷:当使用精细间距BGA器件,PCB连接BGA器件球引脚的焊盘尺寸(或BGA封装基板焊盘)也随之减小。BGA器件焊膏印刷模板窗口尺寸,一般采用与PCB焊盘大约1:1的尺寸比。PCB使用小的间距与焊盘,模板窗口尺寸也随之减小。模板窗口形态比(窗口宽度与孔厚比或窗口面积与孔壁面积比)表示印刷过程焊膏脱模的能力。对于一个给定厚度的模板而言,存在一个临界窗口开孔尺寸(或窗口形态比),低于此值,焊膏将部分脱模,或全部不能脱模。因此当BGA焊盘减小,模板设计变得更加关键。设计师应与制造商及组装厂相互协调决定合适的解决方法,防止潜在的危险。
2、工艺产能:使用精细间距BGA器件,组装工艺的优化成为关键。发展可靠的组装工艺是工艺窗口缩小的最大需要。在大批量组装生产中,精细BGA器件的数量有限,BGA的产能期望值没有被表征。间距≥1.0mm的BGA器件已有许多数据,这些器件的数据分析表明组装工艺优化的结果是优良的,甚至要比其他SMT引脚器件更好。重要的是应该意识到有些贴装设备没有能力贴装精细间距BGA器件,因为这些设备视觉系统的软件与硬件不能正确对准球引脚,直接影响组装的产能。在允许的范围内,应尽可能选用最大间距的BGA器件封装,以提高获得最高产能的可能性。而且最大BGA封装尺寸,最大焊点尺寸将具有优良的焊接可靠性,且较容易进行检查。
3、共面性:由于封装‘超差’,BGA器件的球引脚的变量很大,这样在组装过程可能造成共面性问题;在球引脚阵列中,若某个球引脚尺寸要比其他球引脚小很多,此引脚就不可能形成正确的焊点,结果在再流焊后导致开路。这类缺陷可使用X射线检测系统被检查出来,整个器件需要返修,此类问题单靠设计改善,则也难以避免。
4、焊后检查:BGA器件焊后检查是很困难的,特别是BGA器件阵列的内行列的球引脚焊点是无法视觉观察到的,有些工具可检查BGA器件再流焊后的焊点,但可见视场有限。 透射X射线检查与分层X射线检测技术用于检查BGA焊点,相对直接视觉观察检查方法,使用这种方法采集的数据信息就容易很,但是在SMT生产现场快速分析器件焊点缺陷也存在一定困难。随着器件封装尺寸的减小,检查的难度也随之增加。
5、返工与返修:BGA器件的返工与返修需要专用设备,才能保证拆除与更新器件的一致性。大多数返工与返修的操作使用热风对器件局部加热到焊料熔解温度的方法,使用小型BGA器件,器件间的排列间距缩小,以及器件本身的几何尺寸减小成为一个重要问题。必须仔细保证需要返修的器件加热,相邻与镜像位置的器件需要受到保护。其后,当新器件重新贴装到位,在再流时应小心,防止突然将器件从PCB上被吹落。
6、测 试:缺少BGA器件内行列球引脚的通路,阻碍了器件测试的完全复盖面。用于测试的ICT测试夹具对组件焊点施加应力,造成焊点早期缺陷。
7、装载/传送:BGA器件的小尺寸,由于在组装过程的不正确装载/传送使其更容易受到损坏。即使焊点坚固,但也容易受到损伤。在组装过程从一道工序转移到另一道工序,PCB板的柔软性也会对焊点施加应力。PCB布局设计时,应将BGA器件的贴装位置偏离PCB边沿与高应力区域。
8、可靠性。


{kind=link}